Bornitrid
| Sicherheitshinweise | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| |||||||||||||||


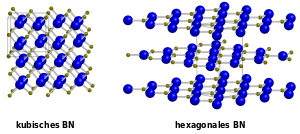
Bornitrid, chemische Formel BN, ist eine Bor-Stickstoff-Verbindung, die in drei Modifikationen (α, β, γ) vorkommt. Sie werden nach ihrer Kristallstruktur auch als hexagonales, kubisches bzw. wurtzitisches Bornitrid (h-BN, c-BN, w-BN) bezeichnet. Unter Normalbedingungen ist das kubische β-BN stabil, die beiden anderen Modifikationen sind metastabil, auch amorphes Bornitrid kristallisiert nicht. Oberhalb von 1200 °C bis zum Schmelzpunkt ist das hexagonale α-BN stabil, das wurtzitische γ-BN nur bei sehr hohen Drücken über ca. 10 GPa. Natürlich kommt ausschließlich das metastabile hexagonale α-Bornitrid vor. Die drei Modifikationen sind analog zu denen des zum Bornitrid isoelektronischen Kohlenstoffs. Hexagonales Bornitrid lässt sich dem Graphit, kubisches dem Diamant, wurtzitisches dem Lonsdaleit zuordnen. Entsprechend ist Bornitrid ein Hochpolymer, im Falle der hexagonalen Modifikation mit sehr geringer Härte und Gleiteigenschaften, im kubischen Fall mit extrem hoher Härte. Kubisches β-Bornitrid wurde 1957 erstmals synthetisiert und war nach dem Diamant der härteste damals bekannte Werkstoff. Im Jahre 1969 wurde CBN (kubisch kristallines Bornitrid) von der Firma General Electric unter dem Namen „BORAZON“ auf dem Markt gebracht; der Preis überstieg damals den Goldpreis. Die kommerzielle Produktion von CBN hat sich erst seit den frühen 1990er Jahren etabliert.
Eigenschaften
CBN ist nach Diamant das zweithärteste bekannte Material. Unter Normbedingungen weist Bornitrid eine Härte nach Knoop von ca. 48 GPa (48.000 N/mm²) auf, Diamant hat im Vergleich zwischen 70 und 100 GPa.
Werkzeuge aus CBN verschleißen bei geeigneter Anwendung wesentlich langsamer als andere Schneidstoffe. Zum einen ist dadurch eine höhere Form- und Maßgenauigkeit zu erreichen, zum anderen lassen sich sehr harte Werkstoffe (Stahl bis 70 Rockwell) prozesssicher bearbeiten. Allerdings ist CBN durch die hohe Härte sehr spröde, was seine Eignung zur Zerspanung mit unterbrochenem Schnitt relativiert.
Ähnlich wie Diamant hat CBN eine hohe Wärmeleitfähigkeit, nämlich die fünffache Wärmeleitfähigkeit von Kupfer, wodurch die Wärme z.B. beim Schleifen von der Schleifscheibe aufgenommen wird und an das Kühlmittel oder an die Umgebung abgegeben werden kann. Das Werkstück erwärmt sich weit weniger als beim Schleifen mit Korund, so dass das Gefüge der Randzone weniger beeinflusst wird. Die relativ hohen Schleiftemperaturen greifen CBN weder bei der Bearbeitung von Eisen, Nickel noch von Kobalt chemisch an. Nachteilig daran ist, dass bei einer Zerspanung mit geometrisch bestimmter Schneide die Zerspanung ohne den Einsatz von Kühlschmierstoffen erfolgen muss. Dies liegt daran, dass die Kühlung der Wendeschneidplatte nicht an der gesamten Oberfläche gleich ist und es somit zu hohen, thermisch induzierten Spannungen im Gefüge der Wendeschneidplatte kommt, welche zu Rissen im Gefüge führen und somit die Wendeschneidplatte zerstören.
Während Diamant schon bei ca. 700 °C einen massiven Härteverlust erleidet, bleibt die Härte von CBN noch bei mehr als 1000 °C fast unverändert. So kann Diamant unter Hitzeeinwirkung mit CBN geschliffen werden.
Kristallstrukturen
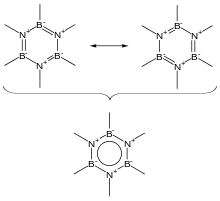
α-Bornitrid lässt sich strukturell mit Graphit vergleichen. Es besteht ebenfalls aus Schichten einer planaren, hexagonalen Wabenstruktur, bei der die B- und N-Atome jeweils abwechselnd vorkommen. Im Gegensatz zum Graphit sind die Hexagone der einzelnen Schichten in Deckung angeordnet, so dass unterhalb und oberhalb eines jeden B-Atoms je ein N-Atom zu finden ist (und umgekehrt). Die physikalischen Eigenschaften von α-BN und Graphit sind sich sehr ähnlich. Ihre Dichten sind praktisch identisch und beide haben einen sehr hohen Schmelzpunkt. Zudem fühlen sie sich auf der Haut beim Zerreiben talkähnlich an. Hinsichtlich der elektrischen Leitfähigkeit gibt es dennoch einen Unterschied. α-BN leitet erst bei sehr hohen Temperaturen den Strom. Vorher befinden sich die pπ-pπ-Rückbindungselektronen aufgrund der EN-Differenz vorzugsweise beim Stickstoff. Die π-Elektronen sind somit nicht freibeweglich und eine Stromübertragung ist nicht möglich.
Das kubische β-Bornitrid, auch CBN (englisch Cubic Boron Nitride), liegt in der kubischen Sphalerit-Struktur vor, deren Aristotyp die Diamantstruktur ist. Die γ-Form hingegen entspricht der hexagonalen Wurtzit-Struktur, deren Aristotyp der hexagonale Diamant Lonsdaleit ist. Sie ist jedoch bezüglich der β-Form metastabil. Die um über 50 % erhöhte Dichte der diamantanalogen Formen des Bornitrids lässt sich im Vergleich zur graphitanalogen α-Form dadurch erklären, dass sich der Schichtabstand um ca. 30 % verringert.
| Kristallstruktur | |
|---|---|
 | |
| __ B3+ __ N3− | |
| Allgemeines | |
| Name | Bornitrid |
| Verhältnisformel | BN |
| CAS-Nummer | 10043-11-5 |
| PubChem | 66227 |
| Kurzbeschreibung | weißer, geruchloser Feststoff |
| Eigenschaften | |
| Molare Masse | 24,83 g/mol |
| Aggregatzustand |
fest |
| Dichte |
2,25 g/cm3 (α-BN, hexagonal) 3,45 g/cm3 (β-BN, kubisch) |
| Schmelzpunkt | 2967 °C |
| Löslichkeit | nahezu unlöslich in Wasser |
| Thermodynamische Eigenschaften | |
| ΔHf0 | −254,4 kJ/mol |
-side-3D-balls.png) |
-3D-balls.png) |
-3D-balls.png) |
| α-BN, hexagonal | β-BN, kubische Struktur | BN, Hexagonales Kristallsystem bzw. Wurtzit-Struktur |
Herstellung
Zur Herstellung von hexagonalem α-Bornitrid kann Boroxid B2O3 mit elementarem Stickstoff N2 umgesetzt werden. Diese Reaktion wird bei hohen Temperaturen unter Katalyse von Calciumphosphat Ca3(PO4)2 durchgeführt. Anstelle von Stickstoff kann auch Ammoniak NH3 oder eine Ammoniumverbindung eingesetzt werden, anstelle von Boroxid auch ein Borhalogenid. Dabei entsteht die (farblose) α-Modifikation.



Analog zu Diamant aus Graphit lässt sich β-Bornitrid (CBN) unter hohen Temperaturen (1500–2200 °C) und hohem Druck (50–90 kbar) aus α-BN herstellen. Als Katalysator kann man hierbei Lithiumnitrid (Li3N) verwenden. Bei noch höheren Drucken entsteht die γ-Form. Da die Rückführung zu Normalbedingungen jedoch durch das Phasengebiet des β-BN führt, besteht die Gefahr der Umwandlung, wenn dieser Vorgang nicht ausreichend schnell ist. Die Synthese von γ-BN wird daher auch bei niedrigeren Temperaturen durchgeführt, um den metastabilen Zustand schneller erreichen zu können.
Verwendung

Technisch bedeutend ist β-Bornitrid (CBN) vor allem als Schleifmittel und als Schneidstoff für Wendeschneidplatten zur Bearbeitung von Stahl, da es – im Gegensatz zum Diamanten – unter Temperatureinwirkung keinen Kohlenstoff an Stahl abgeben kann. Aus demselben Grund wird es auch zur Oberflächenbeschichtung eingesetzt.
Die graphitähnliche hexagonale Modifikation (α-Bornitrid) wird als Schmiermittel eingesetzt („anorganischer“ oder „weißer Graphit“). Im Gegensatz zu Graphit bleibt der Reibungskoeffizient von hexagonalem Bornitrid bis über 1000 °C stabil, weshalb es als Hochtemperaturfestschmierstoff unter Vakuum sehr gut geeignet ist. Bei hoher Temperatur (1400–1800 °C) und hohem Druck (> 6 GPa) wandelt sich die hexagonale in die kubische Modifikation um, analog zur Umwandlung von Graphit in Diamant. Beide Bornitrid-Modifikationen sind weiß und leiten bei niedrigen und moderaten Temperaturen keinen Strom.
Obwohl hexagonales Bornitrid schon 1940 in Kosmetika verwendet wurde, setzte es sich erst in den 1990er Jahren, nachdem die Herstellungskosten stark gefallen waren, durch. Die hohe Deckkraft und die zum Auftragen vorteilhafte graphitähnliche Beschaffenheit sind die entscheidenden Eigenschaften für die Verwendung in Make-up.
Ein poröser Schwamm aus Bornitrid ist in der Lage, etwa sein 33-faches Eigengewicht an Öl und organischen Lösungsmitteln aufzunehmen. Nach Verbrennen oder Verdampfen der aufgenommenen Flüssigkeiten kann der Filterschwamm unverändert zurückgewonnen werden. Diese Eigenschaft könnte zur Wasseraufbereitung bzw. -reinigung eingesetzt werden.
Als potentielles Material für (UV-) Leuchtdioden wird hexagonales Bornitrid wegen seiner interessanten Eigenschaften als III-V-Verbindungshalbleiter (Bandlücke 5,8 eV, hohe Elektronen- und Löcherbeweglichkeit) untersucht.
Verwendung als Schleifmittel
CBN-Scheiben werden eingesetzt zum Schleifen von:
- gehärteten Schnellarbeitsstählen (HSS)
- hochlegierten Werkzeugstählen mit min. 55 HRC
- einsatzgehärteten Stählen
- Pulverbeschichtungen auf Eisenbasis
- Hartguss
- Weichen Stahlqualitäten in bestimmten Anwendungsfällen
- Stellite
- Nickelbasierten Superlegierungen
Schleifgeschwindigkeit
Die optimale Schnittgeschwindigkeit hängt von verschiedenen Faktoren ab:
- Schleifart (Rund-, Flach-, Pendel-, Tiefschleifen u.a.)
- Kühlung (Öl, Trockenschliff)
- Maschine (Stabilität, Spindeldrehzahl)
Man kann mit CBN unter optimalen Bedingungen beim Hochgeschwindigkeitsschleifen statt der normalen 30–60 m/s beim Nassschliff, bzw. den 15–20 m/s mit weit höheren Geschwindigkeiten arbeiten. Dafür müssen jedoch die Maschinen entsprechend stabil ausgelegt sein, die Ölkühlung mit den richtigen Düsen und genügend Druck ausgeführt sein.
Kühlen
Beim Schleifen mit CBN wird mit reinem Schleiföl gekühlt. Durch das Öl und dessen Schmierwirkung wird die Wärmeentstehung vermieden. Zugleich wird der Energieaufwand deutlich reduziert. Die Standzeit wird dabei im Vergleich mit anderen Kühlmedien um das Dreifache erhöht. Es ist durchaus möglich und wird auch angewandt mit einer Öl-Wasser Emulsion zu kühlen. Jedoch ist nicht nur die Standzeit geringer auch die Verunreinigung der Maschine mit Emulsion im Vergleich zu reinem Schleiföl ist deutlich höher.
Man unterscheidet jedoch Scheiben, die speziell für den Nassschliff ausgelegt sind und dann im Trockenschliff nur mit reduzierter Drehzahl und Zustellung nur im Ausnahmezustand eingesetzt werden sollten. Scheiben, die für den Trockenschliff ausgelegt sind, können auch im Nassschliff eingesetzt werden; im Trockenschliff sollte jedoch mit geringeren Anpressdrücken und Zustellungen gearbeitet werden.
Bindungen
Die Körner werden beim CBN-Schleifen mit einer dünnen Metallschicht aus Nickel oder Kupfer ummantelt. Dadurch wird das Korn optimal in der Bindung gehalten und die entstehende Schleifwärme in die Bindung geführt. Man unterscheidet verschiedene Bindungsarten nach dem Bindungsmaterial.
Kunstharzbindungen
Über 50 % aller Schleifaufgaben lassen sich mit Kunstharzbindungen bewerkstelligen, da viele Bindungsvarianten und hohe Abtragsleistungen möglich sind. Außerdem hat die Scheibe dadurch eine große Griffigkeit und verursacht geringe Schleifdrücke und geringe Temperaturen. Sie eignen sich sowohl zum Trocken- als auch zum Nassschleifen.
Körpermaterial:
- Aluminium
- Aluminium-Kunstharz
- Graphit-Kunstharz
- Auch wird bei manchen Herstellern Keramik als Grundkörpermaterial verwendet, falls es sich um sehr feinkörnige (< B25 = 30–20 µm) Scheiben handelt.
Metallbindungen
Metallbindungen haben sehr große Kornhaltekräfte und werden deshalb hauptsächlich im Nassschliff eingesetzt. Sie werden wegen ihrer hohen Verschleißfestigkeit insbesondere für Profilscheiben eingesetzt, bei hoher Profilhaltigkeit. Sie sind jedoch in Sachen Zerspanungsleistung Kunststoffbindungen unterlegen.
Körpermaterial:
- Stahl
- Bronze
Galvanische Bindungen
Es wird meist nur die Kornlage gehalten, wobei die Körner in einer Nickel-Bindung eingebettet sind und ca. 30–50 % aus der Bindung hervorragen. Dadurch entsteht eine sehr hohe Griffigkeit mit sehr hoher Schleifleistung. Die Gesamtstandzeit ist jedoch sehr kurz, da sie endet, wenn die Belaghöhe abgenutzt ist.
Körpermaterial:
- Stahl
- Aluminium (Das Aluminium-Grundkörpermaterial wird vor der Beschichtung mit CBN zuerst verkupfert, weil Nickel an Aluminium nur schlecht oder nicht haftet)
Keramische Bindungen
Die poröse und profilierbare Bindung eignet sich für langspanende Werkstoffe. Es entstehen geringe Schleifkräfte, hohe Oberflächengüte, hohe Zerspanungsleistung und Abrichtmöglichkeit.
Körpermaterial:
- Stahl
- Aluminium
- Keramik (s.g. "Verbundscheiben")
- Kohlefaser
Wichtig für die Auswahl der Bindung ist, dass die Körnung, solange sie noch Schneiden besitzt, in der Bindung gehalten wird. Sind die Körner jedoch stumpf, müssen sie aus der Bindung ausbrechen. Ist die Kornhaltekraft zu groß, erhöht sich der Schleifdruck und die Temperatur: die Scheibe setzt sich zu, verschmiert und verliert ihre Abtragsleistung.
Richtlinien
Maschinen
Die Maschinen, die zum CBN-Schleifen verwendet werden, sollten äußerst stabil gebaut sein, einwandfrei laufende Schleifspindeln und Scheibenaufnahmen besitzen. Die Führungen müssen spielfrei arbeiten, der Tisch muss ruckfrei verfahren und die gesamte Maschine muss erschütterungsfrei aufgestellt sein. Außerdem muss die Motorleistung so bemessen sein, dass auch höhere Schnittgeschwindigkeiten gefahren werden können und dass bei größeren Zustellungen kein wesentlicher Drehzahlabfall auftritt.
Scheiben
Scheiben müssen möglichst genau geschliffen werden, damit sie gleichmäßig abnutzen. Eine Möglichkeit bei großen Scheiben ist das Zusenden von Flansch und passendem Schleif- oder Wuchtdorn an die Hersteller, damit die Scheibe mit ihnen überschliffen werden kann und so die Rundlaufabweichung möglichst gering ist. Die Scheibe muss dann bis zu ihrem völligen Verschleiß auf der Aufnahme bleiben, um mögliche Rundlauffehler zu vermeiden.
Polykristallines kubisches Bornitrid
Polykristallines kubisches Bornitrid (PKB / englisch PCBN) ist ein synthetisch hergestellter Verbundwerkstoff aus kubischem Bornitrid (cBN) mit keramischer Binderphase. Zur Herstellung von PCBN werden cBN-Mikrokörnungen aus hexagonalem Bornitrid bei hohen Temperaturen und Drücken synthetisiert. Diese cBN-Partikel werden anschließend sortiert und charakterisiert, bevor sie einen zweiten Syntheseprozess durchlaufen, der unter Zugabe eines keramischen Bindermaterials durchgeführt wird. PCBN ist in unterschiedlichen PCBN/Binder-Verhältnissen und Formaten verfügbar. Als Schneidstoff wird PKB nach ISO BN genannt, doch sind auch die Bezeichnungen CBN oder PCBN häufig anzutreffen.
Verwendung
Polykristallines kubisches Bornitrid wird weit verbreitet eingesetzt bei der Bearbeitung einer großen Vielfalt harter und/oder abrasiver FE-Werkstückmaterialien. PCBN ist bis zu hohen Temperaturen chemisch inert und reagiert, anders als PKD, nicht mit dem Eisen in eisenhaltigen Materialien. Typische Teile, die mit PCBN bearbeitet werden, sind z.B. Bremsscheiben, Motorblöcke, Zylinderlaufbüchsen, Bremstrommeln, Schwungräder, Ventilsitze und -führungen, Maschinenteile, Getriebe, Press- und Prägeteile usw.
Typische Werkstückmaterialien sind:
- Werkzeugstahl für Warm-/Kaltarbeit (45–65 HRC)
- Einsatzgehärteter Stahl (45–65 HRC)
- Schnellarbeitsstahl (45–65 HRC)
- Lagerstahl (45–65 HRC)
- Sintereisen (45–65 HRC)
- Aufschweißlegierungen (> 35 HRC)
- Grauguss (200–280 HBN)
Pyrolytisches Bornitrid

Dem β-Bornitrid sehr verwandt ist das pyrolytische Bornitrid, das mit pBN
oder PBN abgekürzt wird. Wegen der geringen Ausgasung auch bei hohen
Temperaturen werden Tiegel
aus pBN als Effusionszellen
in der Molekularstrahlepitaxie
eingesetzt.


© biancahoegel.de;
Datum der letzten Änderung: Jena, den: 22.03. 2024