Schneidteil

Der Schneidteil ist derjenige Teil eines Zerspanungswerkzeuges, der bei der Bearbeitung wirksam ist und an dem sich die Schneidkeile befinden. Die wichtigsten Begriffe zu seinen Flächen, Schneiden, Bezugssystemen und Winkeln sind in der DIN 6581 genormt.
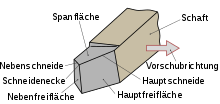
Als Spanfläche wird diejenige Fläche des Schneidkeils bezeichnet, über die der
Span bei der Bearbeitung abläuft. Die anderen angrenzenden
Flächen werden als Freifläche bezeichnet. Die Kante des Keils, die an der Spanfläche liegt und in
Vorschubrichtung zeigt, ist die Hauptschneide  ; die andere wird als Nebenschneide
; die andere wird als Nebenschneide
 bezeichnet.
bezeichnet.
Diese Flächen bilden untereinander und mit der Schnitt- und Vorschubrichtung verschiedene Winkel. Um sie eindeutig beschreiben zu können,
wurden zwei wichtige Bezugssysteme, die aus mehreren Ebenen bestehen, definiert und genormt. Beim Werkzeug-Bezugssystem sind alle Ebenen am
Vektor der Schnittgeschwindigkeit  orientiert, beim Wirk-Bezugssystem dagegen an der
Wirkgeschwindigkeit
orientiert, beim Wirk-Bezugssystem dagegen an der
Wirkgeschwindigkeit
 .
Sie ist die Resultierende aus Schnitt- und Vorschubgeschwindigkeit.
Für die Beschreibung der Zerspanungsvorgänge ist eigentlich die Wirkgeschwindigkeit wichtig, ihre genaue Orientierung im Raum und ihr Betrag sind jedoch nur
schwer zu ermitteln. Da sie jedoch in Betrag und Richtung sich nur unwesentlich von der leicht zu ermittelnden Schnittgeschwindigkeit unterscheidet, wird meist
das auf ihr aufbauende Werkzeug-Bezugssystem gewählt.
.
Sie ist die Resultierende aus Schnitt- und Vorschubgeschwindigkeit.
Für die Beschreibung der Zerspanungsvorgänge ist eigentlich die Wirkgeschwindigkeit wichtig, ihre genaue Orientierung im Raum und ihr Betrag sind jedoch nur
schwer zu ermitteln. Da sie jedoch in Betrag und Richtung sich nur unwesentlich von der leicht zu ermittelnden Schnittgeschwindigkeit unterscheidet, wird meist
das auf ihr aufbauende Werkzeug-Bezugssystem gewählt.
Beide Systeme betrachten dabei einen beliebigen Punkt der Hauptschneide. Die Grundebene des Werkzeug-Bezugssystems ist die Werkzeug-Bezugsebene
 . Sie enthält, wie alle anderen Ebenen auch, den gewählten Punkt und steht senkrecht auf dem Vektor der Schnittgeschwindigkeit.
In dieser Ebene liegen der Werkzeugeinstellwinkel
. Sie enthält, wie alle anderen Ebenen auch, den gewählten Punkt und steht senkrecht auf dem Vektor der Schnittgeschwindigkeit.
In dieser Ebene liegen der Werkzeugeinstellwinkel  (Kappa)
und der Eckenwinkel
(Kappa)
und der Eckenwinkel  . Die folgenden Ebenen stehen senkrecht auf der Werkzeugbezugsebene:
. Die folgenden Ebenen stehen senkrecht auf der Werkzeugbezugsebene:
- Die Arbeitsebene: Sie enthält die Vektoren der
Vorschub- und Schnittgeschwindigkeit. In dieser Ebene liegen der Vorschubrichtungswinkel
 und der Wirkrichtungswinkel
und der Wirkrichtungswinkel  , die die Winkel zwischen den Vektoren der Vorschub-, Schnitt- und Wirkgeschwindigkeit
angeben.
, die die Winkel zwischen den Vektoren der Vorschub-, Schnitt- und Wirkgeschwindigkeit
angeben. - Die Werkzeug-Schneidenebene: Sie enthält die Hauptschneide. In ihr liegt der Neigungswinkel

- Die Werkzeug-Orthogonalebene: Sie steht senkrecht zur Werkzeug-Schneidenebene. In ihr finden sich der
Freiwinkel
 , der Keilwinkel
, der Keilwinkel
 und der
für die Spanbildung wichtige Spanwinkel
und der
für die Spanbildung wichtige Spanwinkel  .
.
Flächen, Schneiden und Ecken
Die Spanfläche  (Index nach dem Spanwinkel ) ist diejenige Fläche, über die der Span abgleitet. Ihre Lage und Orientierung im
Raum sowie ihre Oberflächeneigenschaften bestimmen daher wesentlich die Spanbildung
und den Leistungsbedarf. Falls sie angefast ist, wird der Teil der Spanfläche, der an der Schneide liegt,
als Spanflächenfase bezeichnet. Ihre Breite hat das Formelzeichen
(Index nach dem Spanwinkel ) ist diejenige Fläche, über die der Span abgleitet. Ihre Lage und Orientierung im
Raum sowie ihre Oberflächeneigenschaften bestimmen daher wesentlich die Spanbildung
und den Leistungsbedarf. Falls sie angefast ist, wird der Teil der Spanfläche, der an der Schneide liegt,
als Spanflächenfase bezeichnet. Ihre Breite hat das Formelzeichen  .
.
Die Freifläche ist diejenige Fläche, die der neu entstandenen Werkstück-Fläche zugekehrt ist. Es kommt also darauf an, mit welcher Kinematik (Bewegung relativ zum Werkstück) ein Werkzeug genutzt wird, um zu entscheiden, welche Fläche die Freifläche ist. Sie ist grundsätzlich vom Werkstück weg geneigt, um Reibung zu vermeiden. Es wird zwischen zwei Freiflächen unterschieden:
- Die Hauptfreifläche
 liegt in der Vorschubrichtung. Im idealisierten Schneidkeil bildet sie mit der Spanfläche eine Schnittgrade: Die Hauptschneide
.
Reale Schneiden sind dagegen oft gerundet (sogenannte Schneidkantenverrundung), mit Radius
liegt in der Vorschubrichtung. Im idealisierten Schneidkeil bildet sie mit der Spanfläche eine Schnittgrade: Die Hauptschneide
.
Reale Schneiden sind dagegen oft gerundet (sogenannte Schneidkantenverrundung), mit Radius  oder angefast.
oder angefast. - Die Nebenfreifläche
 liegt nicht in der Vorschubrichtung und bildet mit der Spanfläche die Nebenschneide
.
liegt nicht in der Vorschubrichtung und bildet mit der Spanfläche die Nebenschneide
.
Falls die Freiflächen angefast sind, wird deren Breite mit  und
und
 bezeichnet.
bezeichnet.
Spanfläche, Haupt- und Nebenfreifläche bilden einen Keil, den sogenannten Schneidkeil. Seine Spitze wird als Schneidenecke bezeichnet.
Bezugssysteme
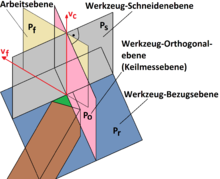
Zur Definition der verschiedenen Winkel wurden zwei verschiedene Bezugssysteme definiert und genormt, die aus eindeutig bestimmten Ebenen bestehen.
Das Werkzeug-Bezugssystem ist für die Werkzeugherstellung und -instandhaltung wichtig. Seine Bezugsebene liegt senkrecht zur Schnittgeschwindigkeit.
Das Wirk-Bezugssystem dagegen geht von der Wirkgeschwindigkeit aus, die für die Spanbildung
wichtig ist. Beide Systeme sind somit um den Wirkrichtungswinkel gegeneinander verdreht. Da er bei den meisten Prozessen sehr klein ist, sind sich die Winkel in
beiden Systemen auch sehr ähnlich. Formelzeichen im Wirk-Bezugssystem erhalten den Index „e“ (von englisch „effective“), die des Werkzeug-Bezugssystems erhalten
keinen besonderen Index. Beide Systeme betrachten einen (beliebigen) Punkt auf der Schneide. Falls ein Punkt auf der Nebenschneide gewählt wird, erhalten
alle Bezeichnungen einen Apostroph (’) als Zusatz in Analogie zur Nebenfreifläche
.
Das Werkzeug-Bezugssystem hat als Grundebene die Werkzeug-Bezugsebene (r von englisch reference=Bezug). Folgende Ebenen stehen auf ihr
senkrecht:
- Die Werkzeug-Schneidenebene (Schnittebene)
 : Sie verläuft im betrachteten Punkt tangential zur Hauptschneide
.
: Sie verläuft im betrachteten Punkt tangential zur Hauptschneide
. - Die Werkzeug-Orthogonalebene
 : Sie liegt senkrecht (o für
orthogonal) zur Werkzeug-Schneidenebene . Früher wurde sie auch als Keilmessebene bezeichnet, da in ihr
der Keilwinkel gemessen wird.
: Sie liegt senkrecht (o für
orthogonal) zur Werkzeug-Schneidenebene . Früher wurde sie auch als Keilmessebene bezeichnet, da in ihr
der Keilwinkel gemessen wird. - Die (angenommene) Arbeitsebene
 (f für englisch „feed“ = Vorschub: Sie liegt parallel zur angenommenen Vorschubrichtung.
Sie wird von der Vorschub- und Schnittrichtung aufgespannt.
(f für englisch „feed“ = Vorschub: Sie liegt parallel zur angenommenen Vorschubrichtung.
Sie wird von der Vorschub- und Schnittrichtung aufgespannt. - Die Werkzeug-Rückebene
 : Sie steht senkrecht auf der Arbeitsebene .
: Sie steht senkrecht auf der Arbeitsebene .
Die Werkzeug-Schneidennormalebene  : Sie liegt senkrecht
(normal) zur Werkzeugschneide. Sie ist daher auch identisch mit der Wirk-Schneidennormalebene
: Sie liegt senkrecht
(normal) zur Werkzeugschneide. Sie ist daher auch identisch mit der Wirk-Schneidennormalebene
 da sie nicht an der Werkzeug-Bezugsebene orientiert ist.
da sie nicht an der Werkzeug-Bezugsebene orientiert ist.
Winkel und Radien
In den definierten Ebenen werden verschiedene Winkel und Radien gemessen. Zur eindeutigen Bestimmung erhalten sie den Index der Ebene, in der sie gemessen werden.
Der Werkzeug-Orthogonalkeilwinkel  wird also in der Werkzeug-Orthogonalebene
gemessen und der Wirk-Seitenspanwinkel
wird also in der Werkzeug-Orthogonalebene
gemessen und der Wirk-Seitenspanwinkel  in der Arbeitsebene
in der Arbeitsebene
 . Die Lage der Flächen am Schneidkeil ist durch folgende drei Winkel definiert:
. Die Lage der Flächen am Schneidkeil ist durch folgende drei Winkel definiert:
- Der Werkzeug-Spanwinkel

- Der Werkzeug-Einstellwinkel

- Der Werkzeug-Neigungswinkel

Werkzeug-Orthogonalebene

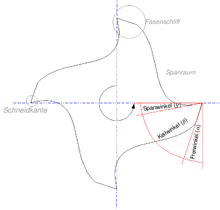
In der Werkzeug-Orthogonalebene liegen der Freiwinkel  , der Keilwinkel
und der Spanwinkel
, der Keilwinkel
und der Spanwinkel  . Es gilt
. Es gilt
 . Der Spanwinkel kann auch negativ sein.
. Der Spanwinkel kann auch negativ sein.
Freiwinkel
Der Freiwinkel wird zwischen der Schneidenebene und der Freifläche gemessen. Große Freiwinkel (zwischen 6° und 15°) verringern die Reibung zwischen Werkstück und Werkzeug und werden vor allem bei Werkstoffen angewandt, die zum Verkleben neigen und bei Werkzeugen aus zähen Hartmetallen wie P40, M40 oder K40. Große Freiwinkel verschlechtern aber auch die Wärmeabfuhr aus dem Werkzeug und ergeben bei sonst gleichen Verhältnissen größere Verschleißmarkenbreiten. Sie schwächen auch die Größe des Keilwinkels und führen daher zu größerem Verschleiß.
Kleine Freiwinkel (2° bis 5°) ermöglichen einen stabileren Schneidkeil und verringern dadurch Verschleiß und Schwingungen des Werkzeugs. Schwingungen können zum Rattern führen. Kleine Freiwinkel erhöhen jedoch auch die Reibung zwischen Werkzeug und Werkstück. Sie werden für Werkstoffe mit einer Festigkeit über 700 N/mm2 verwendet.
Keilwinkel
Der Keilwinkel wird zwischen Freifläche und Spanfläche gemessen. Er sollte für harte und spröde Werkstoffe groß sein und für weiche zähe Werkstoffe klein. Für das Schruppen wird auch ein eher großer Keilwinkel gewählt. Er wird in der Regel als erstes festgelegt. Bei Werkzeugen aus Schnellarbeitsstahl (HSS) oder Hartmetall nimmt er Werte zwischen 60° und 120° an.
Spanwinkel
Der Spanwinkel wird zwischen Spanfläche und Werkzeug-Bezugsebene gemessen. Er kann auch negativ sein. Große positive Spanwinkel (+ 6° bis +25°) verbessern Oberfläche und Spanfluss, verringern Spanstauchung, Schnittkraft, Reibung zwischen Span und Werkzeug und die erforderliche Antriebsleistung für die Maschinen. Die Späne neigen jedoch zur Fließspanbildung und damit zu langen Spänen, die sich in der Maschine verheddern können.
Negative Spanwinkel werden vor allem für die Bearbeitung von harten, spröden Werkstoffen, sowie zur Schruppbearbeitung und zum Schaben eingesetzt. Beim Spanen mit geometrisch unbestimmter Schneide, zu dem das Schleifen, Honen, Läppen, Strahlspanen, Gleitspanen und Bürstspanen gehören, weist das Schleifkorn überwiegend negative Spanwinkel auf.
Werkzeug-Bezugsebene

In der Werkzeug-Bezugsebene liegen der Werkzeug-Einstellwinkel
(Kappa) und der Eckenwinkel  .
.
Werkzeug-Einstellwinkel
Der Werkzeug-Einstellwinkel liegt zwischen der Arbeitsebene und der Werkzeug-Schneidenebene
.
Er bestimmt die Lage der Hauptschneide zum Werkstück und bestimmt bei gegebener Schnitttiefe  die Spanungsbreite
die Spanungsbreite  . Je kleiner der Einstellwinkel ist, desto größer ist die Spanungsbreite und desto
länger der im Eingriff befindliche Bereich der Hauptschneide bei sonst gleichem Spanungsquerschnitt. Daher verteilt sich die
Schnittkraft auf eine größere Länge und die Schneide
unterliegt einer geringeren Streckenlast, was zu niedrigerem Verschleiß führt.
Außerdem verringert ein kleiner Einstellwinkel die benötigte Vorschubkraft und -leistung. Andererseits erhöht er aber die
Passivkraft, sodass besonders bei labilen Werkstücken
große Einstellwinkel verwendet werden. Bei einem Wert von
. Je kleiner der Einstellwinkel ist, desto größer ist die Spanungsbreite und desto
länger der im Eingriff befindliche Bereich der Hauptschneide bei sonst gleichem Spanungsquerschnitt. Daher verteilt sich die
Schnittkraft auf eine größere Länge und die Schneide
unterliegt einer geringeren Streckenlast, was zu niedrigerem Verschleiß führt.
Außerdem verringert ein kleiner Einstellwinkel die benötigte Vorschubkraft und -leistung. Andererseits erhöht er aber die
Passivkraft, sodass besonders bei labilen Werkstücken
große Einstellwinkel verwendet werden. Bei einem Wert von  verschwindet die Passivkraft vollständig.
Werte zwischen 35° und 100° werden eingesetzt. Ein zu kleiner Einstellwinkel kann sich ebenfalls negativ auf die Schneide auswirken und starke Rattermarken
verursachen. Beim Schruppen sollte er > 25° und < 90° sein, beim Schlichtdrehen ist wegen Eckenbearbeitung ein Winkel von 90 bis 97° vorzuziehen.
verschwindet die Passivkraft vollständig.
Werte zwischen 35° und 100° werden eingesetzt. Ein zu kleiner Einstellwinkel kann sich ebenfalls negativ auf die Schneide auswirken und starke Rattermarken
verursachen. Beim Schruppen sollte er > 25° und < 90° sein, beim Schlichtdrehen ist wegen Eckenbearbeitung ein Winkel von 90 bis 97° vorzuziehen.
Eckenwinkel
Der Eckenwinkel liegt zwischen der Hauptschneide und der Nebenschneide
. Er bestimmt die Stabilität der Schneide und sollte so groß wie möglich gewählt werden. Kleine Eckenwinkel (etwa 50°)
werden beim Schlichten und Kopierdrehen eingesetzt, da hier das Werkzeug nur schwach belastet wird. Üblicherweise liegt er bei 90°. Besonders große
Eckenwinkel um etwa 130° werden für schweres Schruppen verwendet. Es werden beim Drehen Radien in gängigen Größen zwischen 0,2 mm und 2 mm an die
Drehwerkzeuge angeschliffen, bei Schnellarbeitsstahl (HSS) oft
individuell per Hand. Je größer der Radius wird, desto höher wird die Oberflächengüte.
Werkzeug-Schneidenebene: Der Neigungswinkel
In der Werkzeug-Schneidenebene liegt zwischen der Werkzeug-Bezugsebene
und der Hauptschneide
der Neigungswinkel .
Ein negativer Neigungswinkel bedeutet eine ansteigende Schneide. Das Anschneiden erfolgt dann nicht an der schwachen Werkzeugspitze, sondern an der Hauptschneide, was die Standzeit erhöht. Er verschlechtert aber auch den Spanablauf und erhöht die Schnittkraft. Hobel haben wegen der stoßartigen Belastung Neigungswinkel von bis zu −10°, üblich sind −3° bis −8°. Sie werden beim Schruppen und beim Fräsen eingesetzt. Positive Neigungswinkel haben den umgekehrten Effekt und werden daher vor allem bei Werkstoffen eingesetzt, die zum Kleben neigen und liegen bei bis zu +6°. Bei einem negativen Neigungswinkel kann der Span auch auf die Werkstückoberfläche auflaufen und so zu schlechten Oberflächen führen, was durch positive Winkel eher vermieden wird. Negative Neigungswinkel erhöhen außerdem die Passivkraft.
Entsprechend der Neigungswinkel sind auch die Schneidplattenhalter positiv und negativ ausgelegt. Negative Wendeschneidplatten haben oft den Vorteil, dass sie beidseitig verwendet werden können, wogegen positive nur einseitig benutzbar sind. Bei HSS-Drehstählen werden i.d.R. nur positive Neigungswinkel verwendet, bei Wendeschneidplatten aus Keramik oft negative und bei PKD-, beschichteten HM- und CBN-Wendeschneidplatten aus Hartmetall als Grundträger negative und positive Neigungswinkel.


© biancahoegel.de
Datum der letzten Änderung: Jena, den: 22.03. 2024